
文字再美,也抵不过视频中的不锈钢无缝管一对一为您服务产品真实呈现,赶快点击观看吧!
以下是:不锈钢无缝管一对一为您服务的图文介绍
高性价比的 201不锈钢板行业解决方案
①拥有 201不锈钢板行业加工解决方案经验,为您量身定制行业专属方案
②免费提供 201不锈钢板产品试样加工,欢迎广大客户来电咨询
③ 201不锈钢板产品性能稳定,质量可靠,且具性价比
④能够按时完成客户 201不锈钢板订单,根据客户需求提供技术 201不锈钢板产品调整和个性化定制



45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。 45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)



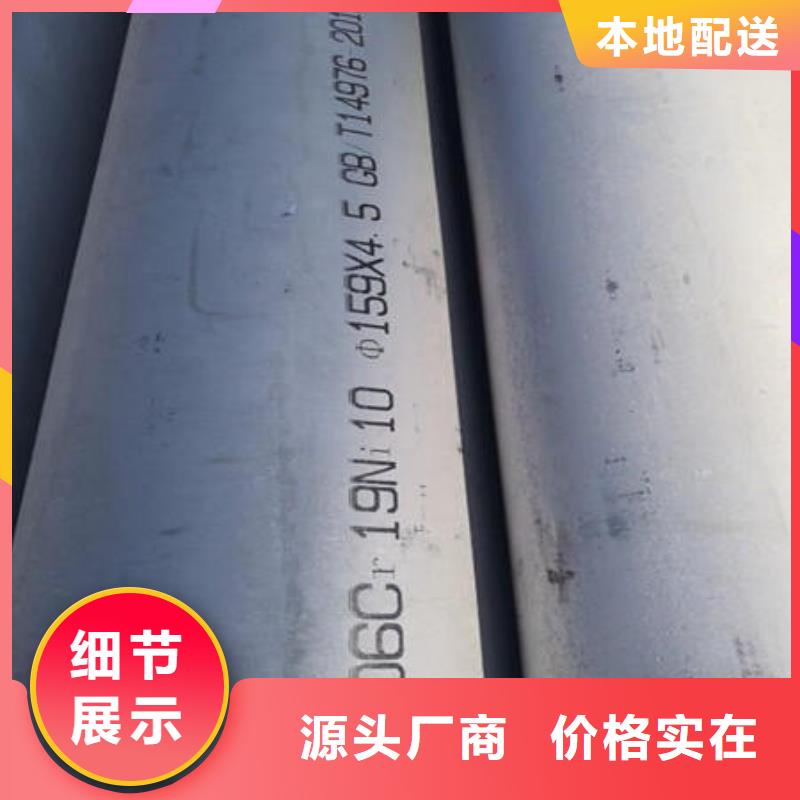
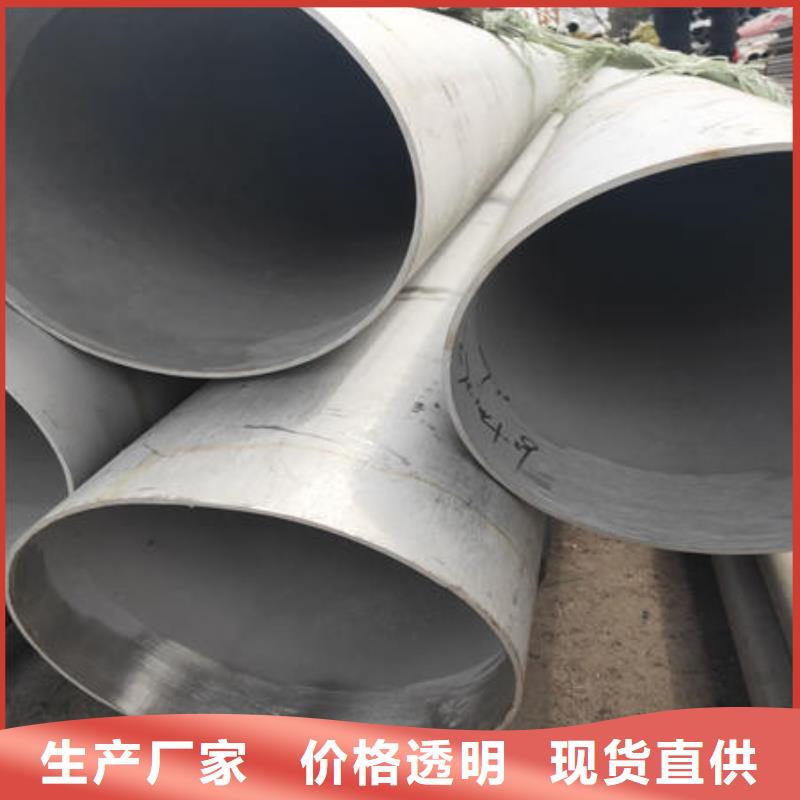
不锈钢无缝管的制造工艺热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。


